3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
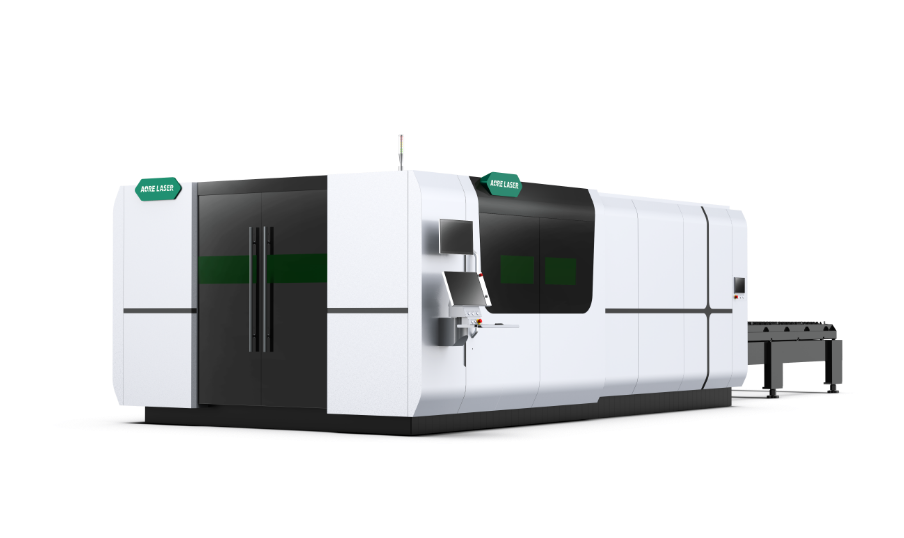
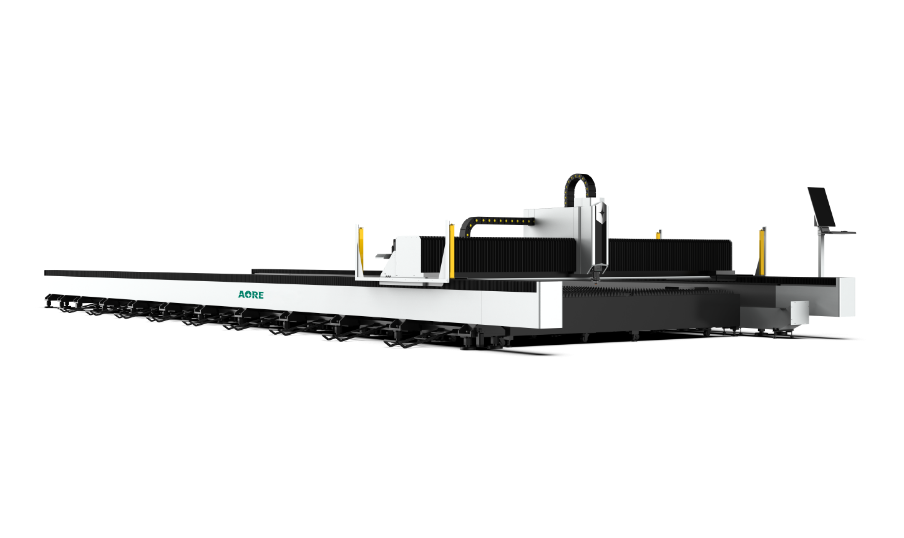
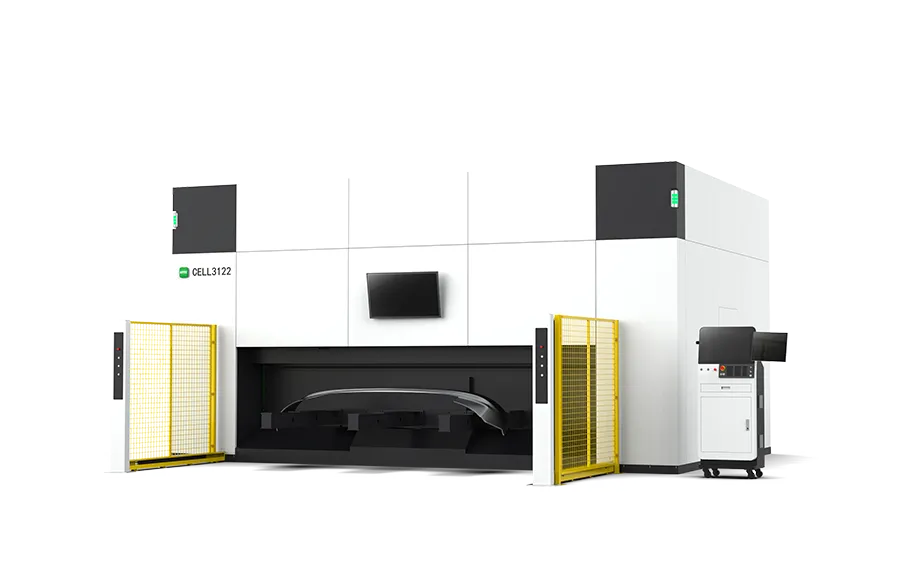
Máy cắt laser tấm tốc độ cao được bảo vệ toàn diện
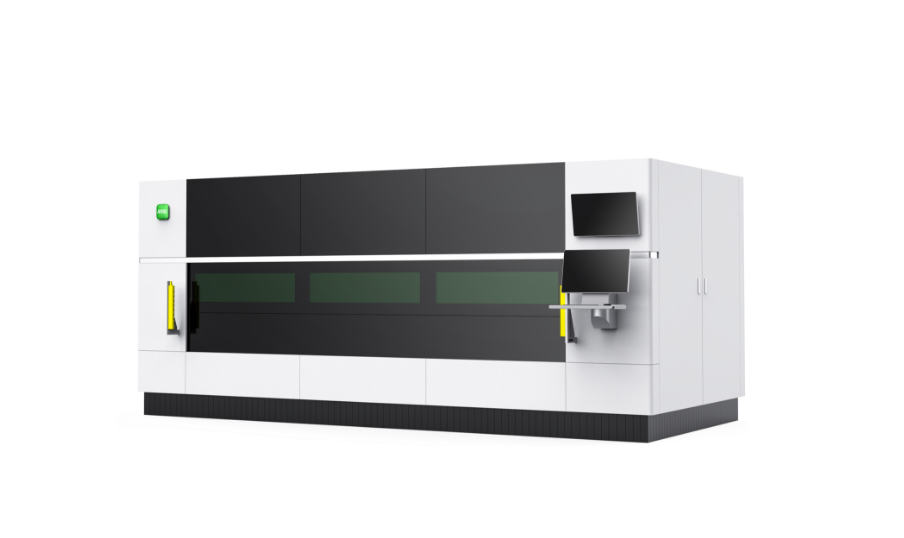
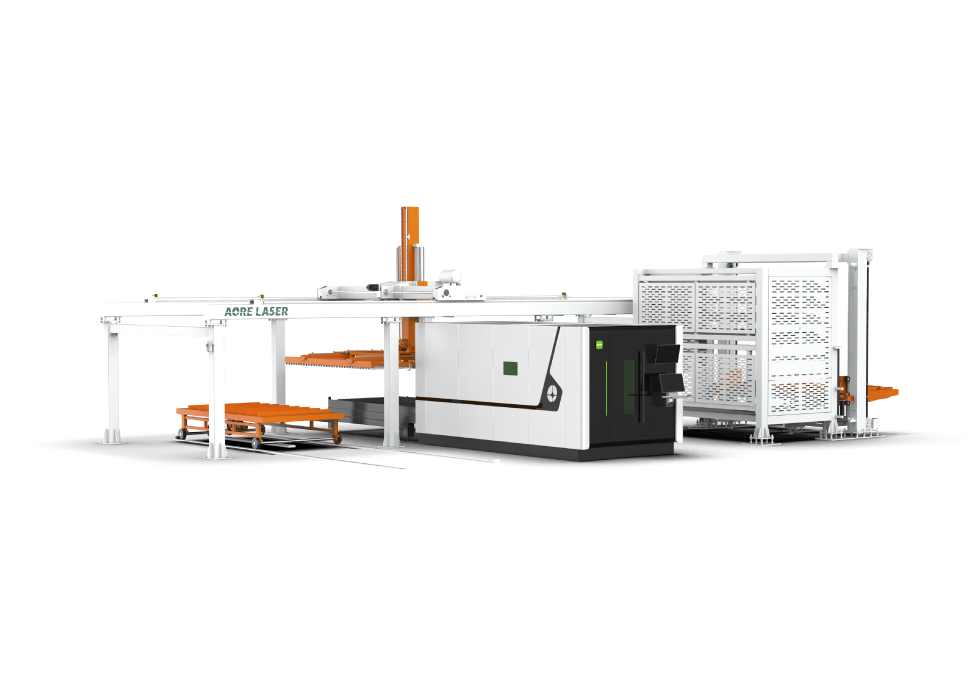
Máy cắt Laser tất cả-trong-một
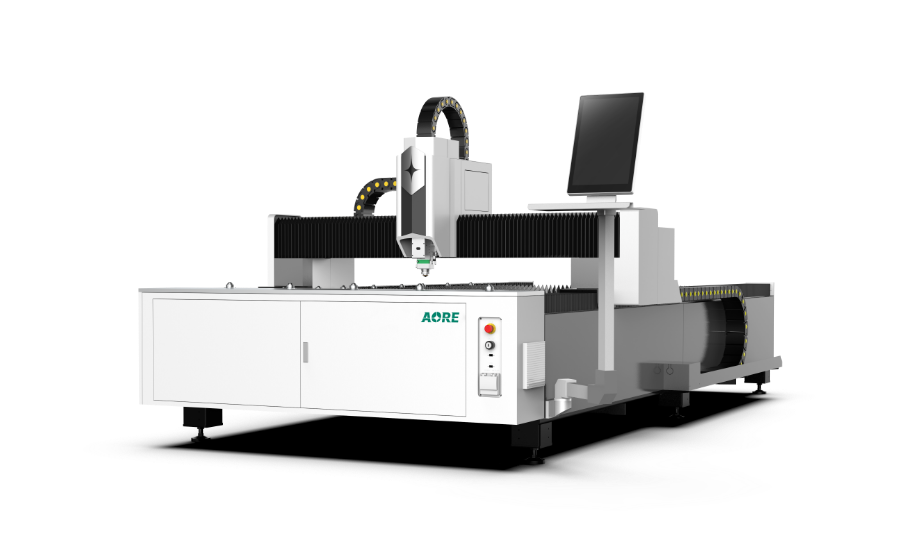
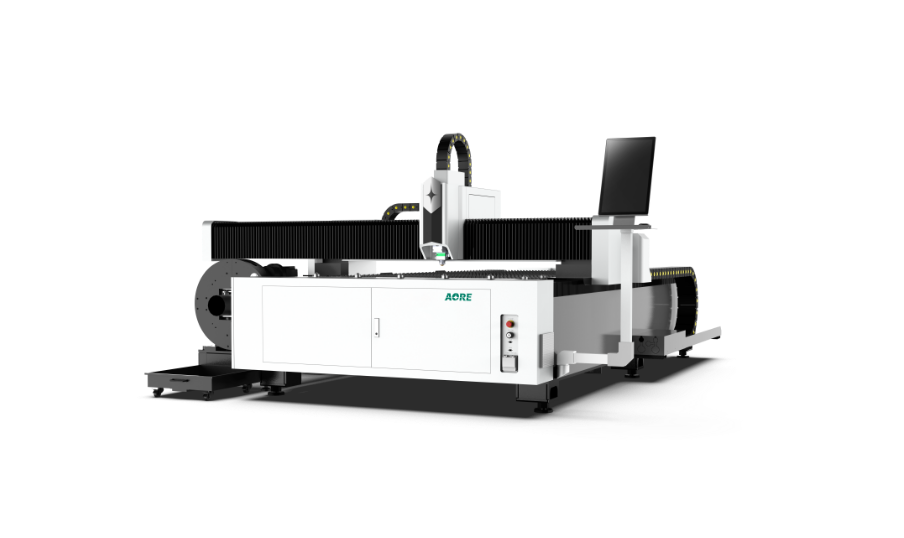
Máy cắt laser tấm nền đơn
Máy cắt laser sợi quang tốc độ cao
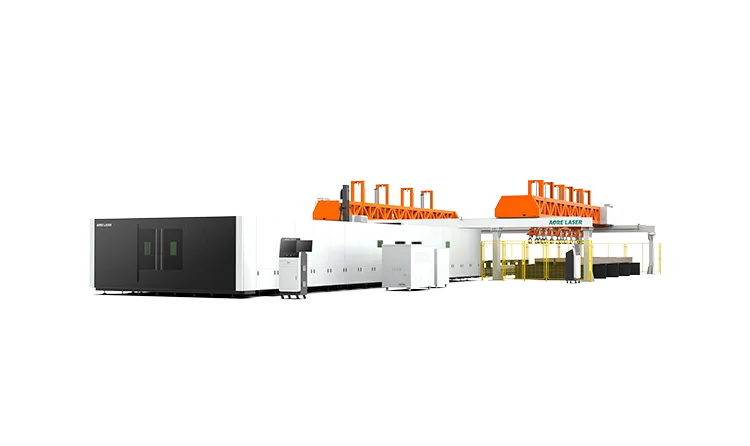
Máy cắt laser tấm công suất cao
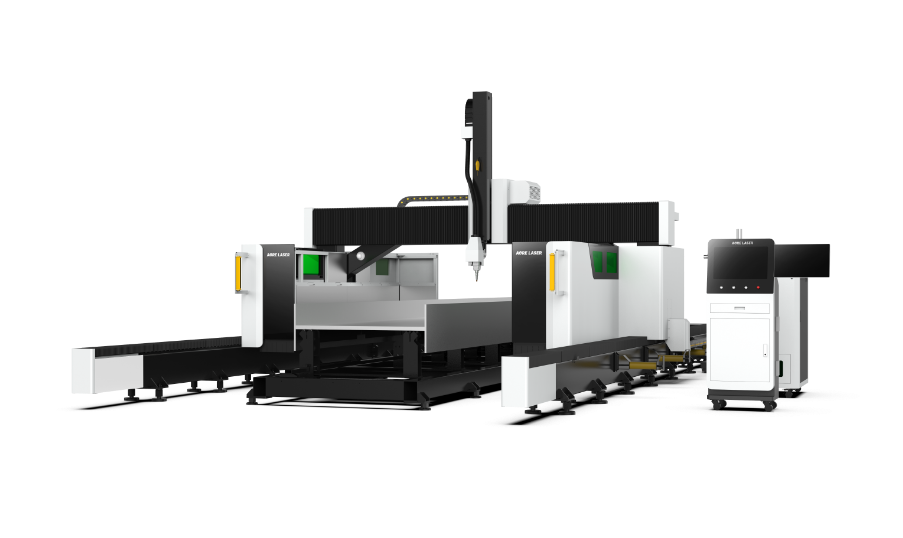
Máy cắt vát laser sợi quang bảo vệ toàn diện
Máy cắt laser kim loại tấm chính xác
Máy cắt laser sợi quang tấm gắn trên mặt đất
6-12KW
6-20kW
Máy cắt ống laser vát mép 3D tốc độ cao
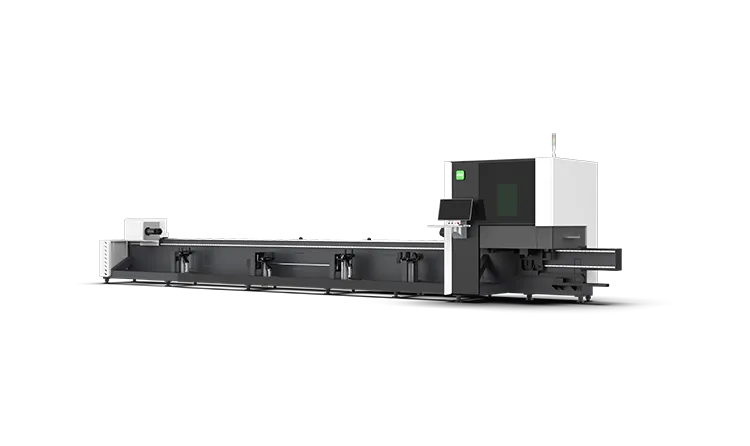
Máy cắt ống laser tốc độ cao
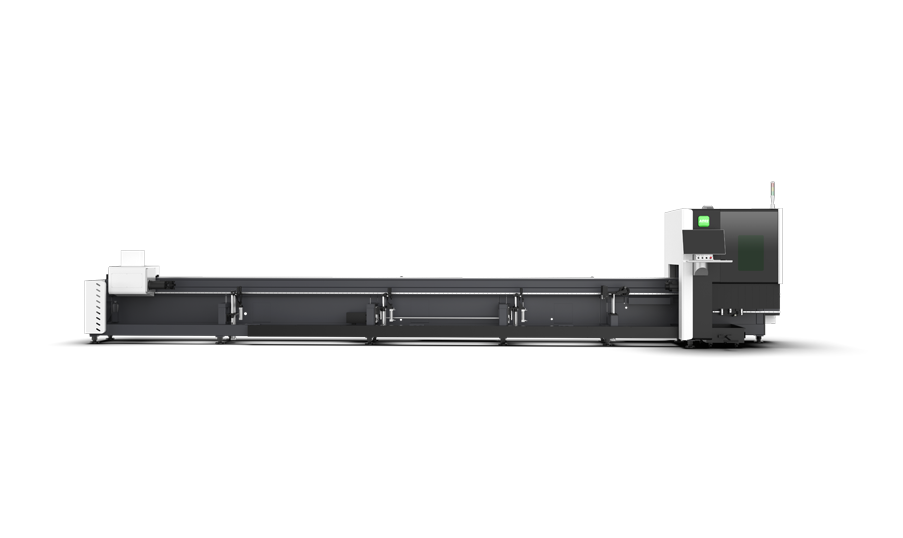
Máy cắt laser sợi quang ống hiệu quả
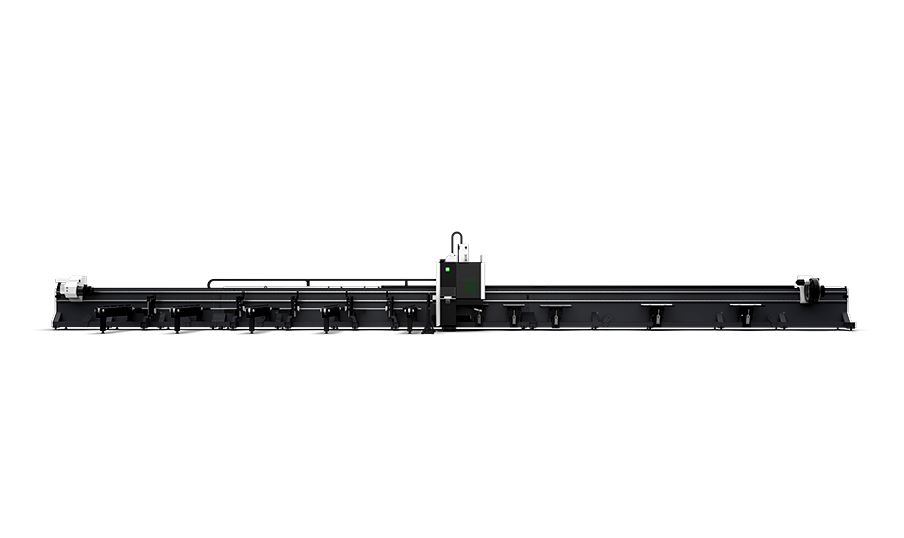
Máy cắt ống laser công suất lớn ba chấu
Máy cắt laser sợi quang ống ba chấu
Máy cắt laser sợi quang ống bốn chấu chịu lực nặng
Máy cắt laser sợi quang ống tốc độ cao
Máy cắt laser sợi quang dạng tấm và ống hai mặt phẳng
Máy cắt laser sợi quang dạng tấm và ống hiệu quả
Máy cắt laser sợi 5 trục 3D
1.5-6kW
Hệ thống Nạp & Dỡ Biên Dạng Tự Động
Máy nạp/dỡ kho kim loại tấm
Thiết bị nạp kim loại tấm tự động
Thiết bị tải lá kim loại tự động dạng cantilever
Thiết bị nạp kim loại tấm dạng công xôn
Dây chuyền sản xuất kim loại tấm thông minh
Dây chuyền sản xuất cắt laser cuộn
Trạm Hàn Thông Minh
3kW
Máy hàn laser cầm tay làm mát bằng nước
Máy làm sạch laser cầm tay làm mát bằng nước
* Tên
* E-mail
* Điện thoại hoặc WhatsApp
* Quốc gia
* Thành phố
Đơn vị
* Vật liệu cắt
* Tin nhắn
Nhiều xưởng gia công kim loại tấm gặp phải các vấn đề như bavia quá nhiều, cạnh thô, biến dạng nhiệt đáng kể và tốc độ cắt chậm khi gia công thép không gỉ. Những vấn đề này không chỉ làm tăng chi phí cho các công đoạn mài tiếp theo mà còn ảnh hưởng đến chất lượng sản phẩm và thời gian giao hàng.
Nếu bạn muốn giải quyết những vấn đề này, hãy đọc bài đăng trên blog này. Bạn sẽ học được cách tạo ra những đường cắt thép không gỉ chất lượng cao hơn bằng máy cắt laser sợi quang .
So với việc cắt thép cacbon, máy cắt laser gặp phải nhiều thách thức hơn đáng kể khi cắt thép không gỉ, chủ yếu là do các đặc điểm sau:
Độ phản xạ cao: So với thép carbon thông thường, thép không gỉ có tỷ lệ hấp thụ năng lượng laser thấp hơn và đòi hỏi độ ổn định cao hơn trong các thông số quy trình.
Độ dẫn nhiệt cao: Thép không gỉ có độ dẫn nhiệt thấp hơn thép cacbon, do đó nhiệt có xu hướng tích tụ dễ dàng hơn ở khu vực cắt.
Điểm nóng chảy và độ nhớt cao: Thép không gỉ có điểm nóng chảy khoảng 1400–1500°C, và độ nhớt của nó rất cao ở trạng thái nóng chảy. Do đó, cần mật độ năng lượng laser cao hơn để làm tan chảy hoàn toàn vật liệu và thổi bay xỉ.
Ảnh hưởng của các nguyên tố hợp kim: Thép không gỉ chứa các nguyên tố hợp kim như crom, niken và molypden. Ở nhiệt độ cao, các nguyên tố này tạo thành oxit chịu nhiệt, làm tăng độ khó gia công và có thể dẫn đến giảm chất lượng cạnh cắt.
Công suất của máy cắt laser CNC là yếu tố quan trọng nhất quyết định khả năng và hiệu quả cắt thép không gỉ. Công suất không đủ dẫn đến sự xuyên thấu không hoàn toàn, tốc độ cắt chậm và tăng hình thành bavia; ngược lại, công suất quá cao dẫn đến các đường cắt quá rộng, mài mòn cạnh và biến dạng vật liệu.
Tốc độ cắt có liên quan mật thiết đến công suất laser; cả hai phải được phối hợp chính xác để đạt được kết quả cắt tối ưu.
Quá nhanh: Điều này có thể dẫn đến việc cắt không hoàn toàn và không thổi sạch hết xỉ, gây ra hiện tượng gờ cạnh trên bề mặt đáy.
Quá chậm: Điều này có thể gây ra hiện tượng chảy quá mức vật liệu, các cạnh thô ráp, vùng ảnh hưởng nhiệt mở rộng, và thậm chí là cháy xuyên.
Khí hỗ trợ đóng vai trò quan trọng trong việc cắt thép không gỉ; nó không chỉ thổi bay xỉ mà còn bảo vệ các cạnh cắt khỏi quá trình oxy hóa. Nitơ và oxy là những khí hỗ trợ thường được sử dụng trong cắt thép không gỉ, và có những khác biệt đáng kể về hiệu suất cắt và ứng dụng phù hợp của chúng.
Mỗi phương pháp đều có những ưu điểm và nhược điểm riêng, phù hợp với những tình huống khác nhau:
Đối với hầu hết các ứng dụng thép không gỉ, đặc biệt là những ứng dụng yêu cầu độ hoàn thiện bề mặt cao và khả năng hàn tốt, cắt bằng khí nitơ là phương pháp được ưu tiên. Cắt bằng khí oxy chỉ nên được xem xét để cải thiện hiệu quả khi cắt các tấm dày hơn 12 mm và chất lượng cạnh không phải là yêu cầu quan trọng.
Vị trí hội tụ của tia laser ảnh hưởng trực tiếp đến sự phân bố mật độ năng lượng trên bề mặt cắt và là một trong những thông số quan trọng quyết định chất lượng cắt.
Khi cắt các tấm thép không gỉ mỏng, trọng tâm thường được đặt ở bề mặt vật liệu hoặc hơi phía trên bề mặt để đạt được đường cắt hẹp và bề mặt cắt nhẵn mịn.
Khi cắt các tấm dày, trọng tâm thường được đặt bên trong vật liệu để tăng chiều rộng vùng nóng chảy và cải thiện điều kiện thoát vật liệu nóng chảy.
Vòi phun là bộ phận tiêu hao dễ bị bỏ qua nhất nhưng lại có ảnh hưởng rất lớn trong quá trình cắt laser. Đường kính lỗ phun, hình dạng và độ đồng tâm của vòi phun ảnh hưởng trực tiếp đến sự ổn định của luồng khí và hiệu quả thoát vật liệu nóng chảy.
Vòi phun phải được giữ sạch sẽ và độ đồng tâm của nó cần được kiểm tra thường xuyên. Vòi phun bị hư hỏng hoặc biến dạng có thể gây ra luồng khí hỗn loạn, ảnh hưởng nghiêm trọng đến chất lượng cắt và cần được thay thế kịp thời.
Chất lượng của vật liệu thép không gỉ cũng ảnh hưởng đến kết quả cắt:
Quá trình oxy hóa, vết dầu mỡ và vết xước trên bề mặt vật liệu làm giảm khả năng hấp thụ tia laser, dẫn đến quá trình cắt không ổn định.
Thép không gỉ từ các nhà sản xuất hoặc lô hàng khác nhau có thể có thành phần và điều kiện bề mặt khác nhau, do đó cần điều chỉnh các thông số cắt cho phù hợp.
Độ phẳng vật liệu kém có thể gây ra sự dịch chuyển điểm lấy nét, ảnh hưởng đến tính nhất quán khi cắt.
Cắt không tạo bavia là một trong những mục tiêu cốt lõi trong gia công thép không gỉ; nó loại bỏ nhu cầu thực hiện các thao tác mài tiếp theo và cải thiện đáng kể hiệu quả sản xuất. Để đạt được khả năng cắt không tạo bavia, cần tối ưu hóa toàn diện các khía cạnh sau:
Trước tiên, hãy chọn kích thước và kiểu vòi phun phù hợp dựa trên độ dày của thép không gỉ. Khi cắt thép không gỉ bằng khí nitơ, hãy chắc chắn sử dụng vòi phun một lớp. Ngoài ra, trước khi cắt thép không gỉ bằng laser, hãy kiểm tra xem vòi phun có bị hư hỏng không và độ tròn của nó có bình thường không.
Cắt bằng khí nitơ tạo ra các cạnh sáng bóng, không bị oxy hóa và không có gờ. Độ tinh khiết của khí nitơ phải không dưới 99,99%, và áp suất cần được điều chỉnh theo độ dày của tấm kim loại.
Các vết gờ thường xuất hiện do sự không phù hợp giữa công suất và tốc độ.
Nguyên tắc tối ưu hóa: Tăng tốc độ một cách thích hợp khi xỉ tích tụ ở đáy. Giảm tốc độ khi vết cắt không xuyên suốt. Việc điều chỉnh thông số nên được thực hiện dần dần.
Đối với thép không gỉ có độ dày khác nhau, điểm hội tụ tối ưu phải được xác định thông qua thử nghiệm. Nói chung, tấm càng dày thì điểm hội tụ càng nên được đặt thấp hơn.
Nếu bạn muốn tìm hiểu thêm về các chi tiết kỹ thuật của việc cắt laser thép không gỉ, hoặc cần hỗ trợ lựa chọn máy cắt laser thép không gỉ phù hợp cho cơ sở của mình, vui lòng liên hệ ngay với đội ngũ chuyên gia tại AORE Laser. Chúng tôi sẽ cung cấp cho bạn dịch vụ kiểm tra quy trình miễn phí và các giải pháp tùy chỉnh để giúp bạn đạt được chất lượng cao hơn và hiệu quả gia công thép không gỉ tốt hơn.
Câu 1: Loại khí nào tốt nhất để cắt thép không gỉ?
A1: Đối với hầu hết các ứng dụng, nitơ là lựa chọn tốt nhất để cắt thép không gỉ. Nó tạo ra các cạnh cắt sáng bóng, không bị oxy hóa và có thể hàn ngay lập tức mà không cần xử lý sau đó. Chỉ nên xem xét sử dụng oxy để tăng tốc độ cắt khi cắt các tấm dày hơn 12 mm và khi yếu tố thẩm mỹ không phải là mối quan tâm chính.
Câu 2: Tại sao thép không gỉ của tôi luôn có gờ sau khi cắt?
A2: Bavia là vấn đề phổ biến nhất khi cắt thép không gỉ. Các nguyên nhân chính bao gồm: công suất laser không đủ, tốc độ cắt quá nhanh, áp suất khí thấp, điểm hội tụ quá cao hoặc vòi phun bị hỏng. Bạn có thể khắc phục sự cố và điều chỉnh các thông số từng bước một theo thứ tự này.
Câu 3: Tia laser CO2 có thể cắt thép không gỉ không?
A3: Có, laser CO2 có thể cắt thép không gỉ, nhưng chỉ khi máy đó là hệ thống công nghiệp công suất cao được trang bị khí hỗ trợ áp suất cao.
Câu 4: Độ chính xác của cắt laser như thế nào?
A4: Sai số cho phép thường là ±0,15 mm, tùy thuộc vào vật liệu và độ dày.
Aore tỏa sáng tại FIMM Peru 2025
Laser AORE tỏa sáng tại triển lãm MAKTEK ở Thổ Nhĩ Kỳ năm 2024
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.